Advantages of Solid Chemical Water Treatment
• Innovational Water Solutions solid water treatment products use state of the art, proven chemical combinations which are manufactured into a solid paste concentrate.
• The products are transported in a low carbon footprint profile and applied easily at your site with a patented dissolving system. You receive all of the benefits of a well-run chemical program, without the hassles of dealing with liquids.
• Help Reduce Risk and Liability Concerns
No heavy drums to move:
• Reduces potential for injury to employees and others.
• Moving heavy drums can result in injury, leading to costly Worker Compensation Claims.
• Reduces risk of exposure to hazardous chemicals (i.e.: corrosives, oxidizers and pesticides) to your employees and customers.
• One case of Solid treatment product weighs 44 lbs and contains the same amount of active chemicals as a 55-gallon, 500 lb drum.
Eliminate spill potentials:
• Spills can occur anywhere – in transit, or at your facility.
• Many liquid chemicals can be hazardous, damaging to the environment, and a potential for expensive litigation.
• Solid treatment products have no potential to leak.
No on-site storage or drum disposal issues:
• Liquid chemicals must be stored in containment areas according to their hazardous classification.
• Due to space restrictions many facilities resort to storing all chemicals in one containment area.
• Potential for chemical reactions can produce a very undesirable result.
• No triple rinsing of empty drums before disposal.
• Five cases of IWS treatment products can sit in the same storage footprint as a 55-gallon drum.
Advantages of Solid Chemical Water Treatment
• Whether you’re looking to become LEED Certified or just looking for ways to make your facility more “Green” Solid water treatment products can help.
• Help Your Facility Go Green
• Reduce Economic Concerns
Economic Benefits of having a well-run IWS Solid Concentrate treatment program include the following:
• The cost of transporting solids is approximately 1-2% of the chemical costs, versus 15-20% of the chemical costs for liquids.
• Approximately 15-20% of your chemical budget is used to ship mostly water when using liquids.
• In addition to the substantially higher costs of transportation of liquids, there is also a “hidden cost” for using drums.
• Solid treatment products can help you save water, sewer, and chemical dollars by reusing the water, its maximum number of times.
• One study concluded that increasing the number of times water can be reused in a cooling tower from 4 to 6 cycles, would have the effect of reducing water make-up demand by over 408,000,000 gallons annually in just the Commercial and Institutional markets.
Reduce Your Carbon Footprint
• Liquid chemicals are very heavy and consume a great deal of energy to transport.
• Most liquid products require adding caustic to the mixture to remain in solution.
• Solid treatment products do not require the addition of hazardous caustic.
• A 55 Gallon drum, weighing 500 pounds, will consume 2.5 more gallons of diesel fuel per typical shipment than a 50 pound carton of Innovational Concepts Inc. treatment product having the same amount of active ingredients.

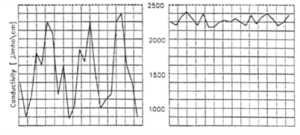
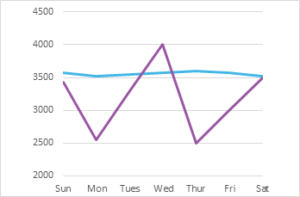 Blue Series 1: Depicts continuous or frequent small incremental blowdown
Blue Series 1: Depicts continuous or frequent small incremental blowdown